





Magazine Archive
Home -> Magazines -> Issues -> Articles in this issue -> View
Industry Profile - Fane Acoustics Ltd | |
Article from Electronics & Music Maker, August 1981 | |

One of the most vital links in any sound reproduction system is the loudspeaker and yet, because most people buy the finished product, the design and craftmanship used in its manufacture is often overlooked.
Very few manufacturers of hi-fi, PA, disco and group equipment actually make the loudspeaker for their systems and thus rely on specialist companies to supply this product. One such company is Fane Acoustics, who have been making loudspeakers for the home hi-fi and television industries since their establishment in 1958 by Dennis Newbold and Arthur Falkus. Leading hi-fi manufacturers at the time, such as Daystrom, Tannoy and B & W, used Fane's early 12 inch diameter hi-fi loudspeakers and gradually the range was increased to cover 8, 10, 13 x 8, 15 and 18 inch models as well.

However, the outstanding success of the company came from its decision to specialise in high power loudspeakers in 1967, when Arthur Falkus designed the present highly successful high power voice coil.
Fane Acoustics is based at Batley in West Yorkshire, England with over 120 staff employed at its large manufacturing plant, nearby administration offices and despatch warehouse. Recently, I was privileged to spend an informative day at the plant with Dennis Newbold and David Briggs.

Various stages of pressing the loudspeaker chassis.
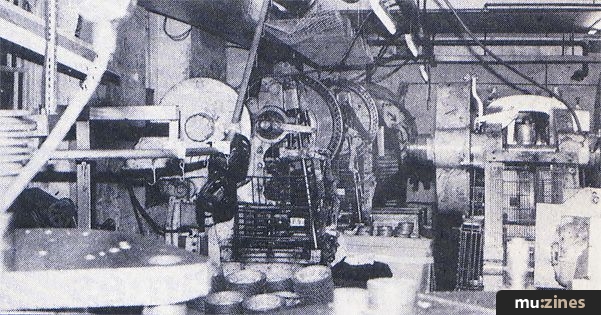
The large machine shop for chassis pressing.
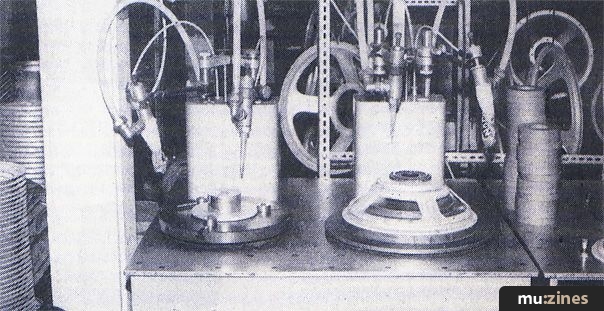
Gluing the magnet pieces to the chassis.
Chassis being conveyed into paint spray and drying units.
Making a Loudspeaker
First, the chassis is made up from pressed sheets, strips or blanks of steel. Up to eight operations produce the chassis which has been shaped up, trimmed and pierced. This is sent via an overhead conveyer system to the magnet assembly area. The magnet, together with front and rear plates and pole piece (also made in the press shop) are glued together using special adhesive or a semi-automatic machine. The whole unit is electrostatically sprayed and passed (on the conveyer) through an infrared oven and out to the start of the main assembly line.
Glass Fibre Voice Coils
Fane's special high power voice coils are made of glass fibre (instead of having wire wound on the standard paper former) in another section of the factory. Aluminium has been tried as an alternative former, but although quite successful was subject to huge eddy current losses resulting in less power output.
The main advantages of the glass fibre coil is its ability to withstand the high temperatures developed from high power outputs, its minimal distortion without bubbling or even burning as some plastic or paper formers can do, and its consequent greater reliability. It has enabled Fane to put a lifetime guarantee on their products in recent years. Incidentally, it is very easy to see whether a speaker has been 'abused' by stripping it down and examining the layers of wire on the voice coil which will show a distinct pattern of burn marks.
In production, the thin fibre glass former is treated with an epoxy resin — one of the few materials that will adhere to it. The problem is to hold the turns of wire in the epoxy resin (which has a consistency that's little thicker than water) whilst it cures and hardens over 45 minutes, without sticking the holding device at the same time!

Voice-coil winding area.

Loudspeaker cones

Soldering wire connections to cone.
The prepared voice coil is inserted into the chassis — other manufacturers put in the complete cone, suspension and voice coil as one piece at this stage — but Fane's way is to use the mechanical unit as the 'jig' for assembly. Then follows the suspension and the cone, with the latter already having had its two connecting leads threaded into its surface. Adhesive is applied to secure these and the 'gasket' material is also glued round the front edge of the chassis.

Production line for HF250 dome tweeter.
Next the loudspeaker is air dried over some 24 hours and any dust present is blown off the magnet and the front dome is glued in place to avoid particles of metal re-entering after the next step — 'magnetising' the magnet pieces. The machine for this operation generates a large amount of energy with a copper coil that weighs almost half a ton. The process takes about three seconds whilst the current rises to between 70 and 80 amps on a two-phase 400V supply before cutting out. The strength of magnetisation has increased dramatically over the years with a pre-war pound weight magnet now equivalent to just one ounce of ceramic. It is interesting to note that both top and bottom plates are made with a smaller diameter than the magnet to actually increase the flux strength.

Production line for HF250 dome tweeter.
All finished speakers are checked in the test room for correct frequency range, impedance and sensitivity and also to ensure that no defects are present in the electro-mechanical construction. Spot checks are also made on batches to ensure the frequency response characteristic matches the original specification (any discrepancy is unlikely unless by chance a wrong component has been used). This is done in an anechoic chamber which is also necessary for the initial research and development that produces the final loudspeaker design.

Completed voice coil on glass-fibre former

Loudspeaker prior to voice coil insertion.
Fane's Loudspeaker History
From the outset of producing a domestic hi-fi speaker system in 1958, the company carried out much further development with its small group of research engineers. Many of the industrial loudspeakers are 'made to measure' from the basic range of over 50 models, with specifications agreed by sampling to cover the variations of cones, cone weights, coils, dust domes etc. required by the customer. The 12" speaker alone can be produced from over 1000 different types!
The voice coil is made in different weights to suit its power/instrument application and this affects the coil's movement through the centre hole of the magnet assembly. Lead guitar will use a light weight and bass guitar has a heavier coil.
The special plasticised paper or linen edge of the cone is designed to allow large cone excursions without breaking the cone itself, or inducing distortion through movement out of alignment or actually touching the magnet assembly. The cone centre dome often simply fills the gap with minimal effect on performance and is made from aluminium or linen — with the latter sprayed silver if required.

The magnetising unit.
Cones are made for Fane from different types of pulp, so that fibres can be of varying length and additives can be put into the 'mix' to strengthen cones, as well as coloured dyes. Cone edges can be of different material and characteristics: both the edges and the cone itself have to be of a certain thickness to suit the resonance required: damping of the natural resonance of the cone by use of a thicker pulp mix allows higher power outputs; the plasticising treatment of the cone edge helps to overcome 'dips' in the response (from the edge and cone area being out of phase with each other).
Final gluing of magnet outer case.
Chassis are usually made from pressed steel using girder construction for extra strength, although an alternative has been aluminium to reduce weight. Another factor is impedance which should be maintained at the speakers rated 8 or 16 ohms and Fane's experience has proved invaluable in the design of speakers that keep inductance down and provide flat impedance over the frequency range.
Attention to the appearance of the loudspeaker has been an important feature as well and the Fane chassis now uses standard black stove enamel finish with an optional new metal grille that is glued on to 10, 12 or 15 inch speakers. This not only adds the finishing touch but gives extra protection on the road.
Surprisingly, the speaker parts are mainly glued together — the ceramic magnet, the front plate, the base plate and the pole piece all fit concentrically together. Things that can go wrong with a speaker are the cone, the voice coil, the suspension, or the leads coming out, but if the magnet has been constructed so that it is concentric there is no reason why the unit should ever need 'ungluing'. Once the magnet moves out of concentricity then it is not likely to be of any use. However, cones on the more expensive speakers can be re-centred if necessary after a period of time.

Checking completed loudspeaker.

Making reference charts in the anechoic chamber.
Two lines of distribution are pursued by Fane — one to the hobbyist or musician through retail outlets and the second is to the industrial user with 'custom building' to a specification.
Five main groups of loudspeakers are produced by Fane:
a) Classic series — which are produced in various types for group and disco covering full or mid-range.
b) Specialist series — these are professional quality and finish, with high sensitivity.
c) Crescendo 'E' series — give extra high power and sensitivity and include the large 15 and 18 inch 300 watt 'Colussus' units often used for outdoor concerts.
d) 'J' series horns — includes horns, drivers, tweeters that extend the high frequency range, and passive crossover 12 or 18dB filters for linking low/mid/high units together.
e) Studio series — primarily for tailored flat response systems that cover full range monitor applications, like the American JBL and Electro-Voice speakers.
The Studio 12L speakers are 200 watt rated and with the new HF 250 dome tweeter make a very powerful monitor/performance combination (see Figure 1). We'll be presenting these as a complete speaker system project that's ideal for the electromusic studio or concert PA.
Future Plans
It is unlikely that the fundamental design of a loudspeaker will change in the near future. For example, using rarer magnets instead of the moving coil implies the use of a moving magnet system. With the present techniques the mass of the moving parts would be too great.

Inside the anechoic chamber.
Naturally, one of the main aims of the company's research and development team is to continue to produce speakers that outperform equivalents from other manufacturers. Every facet of their design is carefully considered and even though the result may be only a half decibel improvement in power output, over a longer period this will significantly increase the overall sensitivity — a prime factor. This attention to the engineering of magnet assembly has helped to increase the average sensitivity and total sound pressure levels and explains why some 100 watt loudspeakers sound louder than other 200 watt units. Alternatively, and of course more desirable, is the situation where a 200 watt unit is only being used at half-power output, yet outperforms another similarly rated speaker that is used 'flat out'. Fane's policy is to under-rate loudspeakers in terms of RMS output which usually enables good matching to amplifiers (also often conservatively rated).
The cosmetic appearance of a loudspeaker is considered important for the future. As well as the new grilles, new 12 and 15 inch chassis of cast alloy reduce weight whilst maintaining strength through 8 ribbed arms.

Figure 1. Response chart for Studio 12L & HF250 Crossover HPX4 taken at 1 watt/1 metre in the anechoic chamber. (The dip in response at 600kHz is due to the very small 1½ cu. ft. cabinet used in the test.)
It's quite probable that at one time or another nearly every leading UK musician has played through a Fane unit — including Pink Floyd, Genesis and The Who — although the particular loudspeaker cabinet is manufactured elsewhere.
David Briggs, the Sales Director, exports over 50% of Fane products to more than 50 countries, directly as separate items or indirectly in speaker cabinets. Recently, very large orders have come from Latin America and two areas that offer new markets for the company are East Africa and the Far East.

David Briggs, Arthur Barnes and Dennis Newbold.
Dennis Newbold is still the driving force behind the company as its present Technical Director and Company Secretary and enthusiastically comments that 'with only one exception, every main UK equipment manufacturer uses Fane loudspeakers'. Quite an achievement, that's come from much research and development or to put it more bluntly, through plain hard work and dedication!
More with this topic
 Made in Japan (Part 1) |
 National & Dobro Steel Guitars |
 The Making Of A Guitar - Bourne Dragoner |
 When Is A Piano |
 Butcher, Baker, Album Cover Maker - OR: HOW A GENESIS LP SLEEVE IS MADE |
 Inside Views: J L Cooper |
 Painting by Numbers |
 Insider Fading - Behind The Design Of The Soundcraft DC2000 Moving Fader Console |
 Company Report - Sequential |
 The Search For Expression - A History of Wind Synthesizers |
Who Did It First? |
 Wind of Change |
Browse by Topic:
Design, Development & Manufacture
Publisher: Electronics & Music Maker - Music Maker Publications (UK), Future Publishing.
The current copyright owner/s of this content may differ from the originally published copyright notice.
More details on copyright ownership...

Electronics & Music Maker - Aug 1981
Feature by Mike Beecher
Help Support The Things You Love
mu:zines is the result of thousands of hours of effort, and will require many thousands more going forward to reach our goals of getting all this content online.
If you value this resource, you can support this project - it really helps!
Donations for May 2026
Issues donated this month: 0
New issues that have been donated or scanned for us this month.
Funds donated this month: £0.00
All donations and support are gratefully appreciated - thank you.
Magazines Needed - Can You Help?
Do you have any of these magazine issues?
If so, and you can donate, lend or scan them to help complete our archive, please get in touch via the Contribute page - thanks!