



Magazine Archive
Home -> Magazines -> Issues -> Articles in this issue -> View
Making Records (Part 2) | |
MetalworkArticle from Home & Studio Recording, February 1985 | |
Part 2 deals with that crucial part of the record making process - the metalwork stage.
Last month, we looked at disc-cutting, now we move on to the second, equally crucial part of the process of making records — the metalwork stage.

Before any records can be pressed you need a mould. In the final manufacturing process two moulds, or stampers as they are more commonly called, are required. One will form the A side of the record, the other the B side. This is the reason why we need to cut two separate lacquers at the disc-cutting stage.
So how do the soft plastic grooves on the lacquer, which can't be played, touched or even breathed upon, become a suitable mould for making records? "With great difficulty" is probably the most appropriate answer! People who are responsible for the metalwork come in for a lot of stick one way or another. Some of it is justified, some of it isn't. It's a thankless task in a lot of ways, especially when you receive a lacquer which no one has played, but everyone assumes to be perfect. And if the records turn out faulty, who's the first person everyone turns to? You've guessed it - the guy who made the metalwork! Naturally, after being blamed for everything under the sun, including crop-failure and the decline of civilisation as we know it, the modern galvanic plant takes great pains to get things right. A mistake at this stage can have monumental repercussions.
When your lacquers arrive at the metalwork department or independent galvanic plant, they will normally be in a tin or rigid cardboard box. Several lacquers may be in the box, and they are held securely by a nut and bolt through the centre hole, each lacquer being separated by fibre or plastic washers. This is to prevent any damage to the delicate and extremely vulnerable grooves. Simply popping a lacquer into an envelope is just not on!
Troubleshooting
The first stage of the process is to check the lacquer for any physical damage. This may have been caused either at the cutting room or in transit. Scratches, bubbles, abrasion marks, anything in fact that looks suspect to the naked eye will raise the alarm bells. There's no point in making any metalwork which in the opinion of the metalwork plant will ultimately result in a noisy or faulty pressing. If there is a serious fault, the lacquer will have to be re-cut, so it is a good idea to have the cutting engineer check really carefully that all is well before the lacquer goes into the box.
In most cases lacquers arrive in a satisfactory condition and, after being checked, are washed. That's right, submerged in water and given the once-over. The object of the exercise is to remove any dust that has settled on the surface. A de-greaser removes any greasy deposits. Lacquers contain a lubricant which allows the cutting stylus to cut through the lacquer with greater ease. Although decidedly beneficial at the cutting stage, its useful life from this point onwards diminishes rapidly. When the lacquer is finally clean and de-greased (it may take several attempts) it is then put into a special spray booth. No - you haven't picked up a copy of Car Mechanics Monthly by mistake! The spray booth is the key to the whole operation: without this bit of alchemy, you can't turn base metal into gold. Or in this case black, non-conductive lacquer into gleaming silver.
Moulds
Why, you may ask, should it be necessary to turn plastic into silver? The reason is so that we can make a mould, a metal one, by a process called electro-forming. The difference incidentally between electro-forming and electro-plating, is that in the latter case the original is simply coated. With electro-forming, a perfect copy of the original is made and used instead of the original. The theory behind the process is quite simple. If you stick two metal rods in a liquid that conducts electricity, connect one of the rods to the positive terminal of a battery (anode) and one to the negative side (cathode), then you'll find that in the course of time, the anode starts to dissolve and the metal travels through the solution, finally depositing itself on the cathode. What a great way to make a metal mould you're thinking, and so it is. Unfortunately, we've been pipped at the post, they've been using the idea since records were cut with molten wax!
Nowadays, everyone wants everything yesterday, so they've changed a few things, but the principle is much the same. Of course there is a problem. In order to get things to work, we need a metallic anode and cathode. The anode is no problem, that is simply made from the metal we want deposited on the cathode. In this particular instance it's nickel, but our 'cathode' is the lacquer and that's non-conductive plastic.
Enter the spray booth and the silvering process. If you take a solution of silver nitrate and add an alkaline precipitant to it, a chemical reaction takes place. One of the products of this process is pure silver. It's possible therefore to coat the plastic lacquer using this reaction, without destroying the delicate detail contained within the grooves. Because the reaction is instant you can't just mix the solutions together and scrape the silver off the sides of the mixing jar.
You could mix the solutions in with the lacquer, and that's how it was done in the past, but nowadays a spray gun is used. There are usually three separate nozzles. Two of these contain the above solutions, the third an inhibitor, which can be used to slow down the reaction if necessary. Each of the solutions are kept separate until the individual sprays mix at a point just above the lacquer surface. This gives some control and more efficient use of the process. At the end of the day, the coating is only around a millionth of an inch thick. The object is to make the lacquer conductive, not bankrupt everyone by making solid silver moulds! Now the lacquer is conductive we have our cathode, and so we can start in earnest with producing a mould.
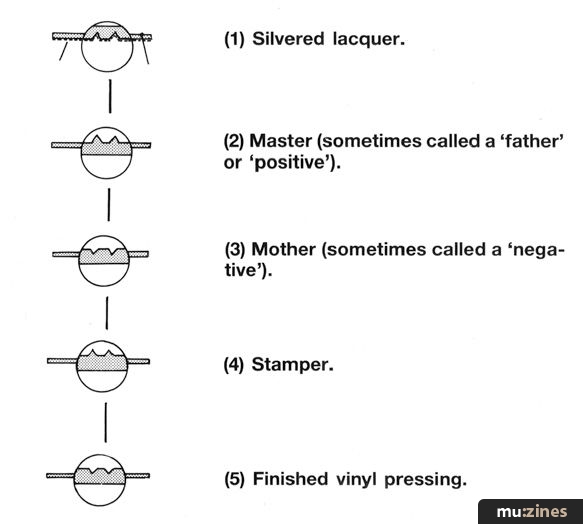
Figure 1. Metalwork production.
Throughout the years the electro-forming process has become quite sophisticated. First everything must be scrupulously clean. All the solutions are constantly filtered, the slightest contamination and the plating could develop pinholes, become noisy or crack under the stress whilst pressing records. Time is money and a great deal of expertise has gone into developing today's reliable, fast, electro-forming process. Fast is a relative term however, it can take several hours of plating to make a set of moulds. Each piece of metalwork is made separately in its own separate tank.
After silvering, the lacquer is bolted to the lid of the plating tank, which in turn is connected to the negative side of a DC power source. Nickel is placed in a basket which hangs in the solution, forming the anode, or positive, connection. In order to get a more even coat, the lacquer is rotated during the process.
Great care has to be exercised in the production of the first metal part (known in the trade as the master or positive). Some 500 amps current are available and if all of it was whacked straight at the lacquer, the delicate grooves would fry! Gently does it, is the order of the day.
If all has gone well, after about an hour you should have a metal master which, along with the lacquer, is removed from the tank and placed on a bench. At this point both the lacquer and the master are joined together. Gently, they are prised apart, revealing a solid nickel copy. Unlike a lacquer, which has grooves like a conventional record, the master has ridges. Naturally, it has to be handled with great care. If the ridges get damaged, and they are quite vulnerable, then clicks and pops would result on the final records.
Because the master is made of nickel and has ridges, it can be used as a stamper to make records. However, it only has a limited life in this role (say, up to 100 records) before it starts to wear out. And if it gets damaged before all your records are pressed, then it means a recut and back to square one. Sometimes the original lacquer can be re-used to make a new master, but inevitably the quality will drop. A few extra clicks, a little more background noise, a slight loss of high frequency detail. The decision has to be made before you start pressing, because once you have decided to use the master as a stamper, it will be trimmed down in size and put in a press to create the profile of the final record, ie. raised edges and raised label area. Normally, if you are going to make a limited number of records on a 'one-off' basis, this is as far as you need to go. It's not the end of the process, however, for most record companies require far more than 500 records.
Motherhood
In order to make larger quantities of records, more stampers are needed. These are made directly from the original metal master. It's a two-stage process. The first part is to make a negative or mother. This is a direct metal copy of the master. The mother is made in much the same way as the master. When the master is separated from the lacquer it is put in a solution which provides a one molecule thick layer. This is to enable the master and mother to be separated. Very Freudian all this electro-forming business! The master is then put back into the plating tank and after an hour or so we have a mother. Masters can be used several times over to create separate mothers, and between three and five mothers can be obtained from an original metal master.
As the mother is a direct copy of the master it follows that, like a record, it will have grooves not ridges over its surface. This makes it unsuitable for pressing records, but useful for listening to, and so it's the first chance to hear what is in the grooves. You'd be surprised what can be cut whilst the cutting engineer is talking on the phone or filling up the order form. Of course, the people down at the plating shop are not that concerned with your musical endeavours, they are more keen on finding and hopefully repairing any damage and also checking that the record has been cut properly.
If the grooves, for example, have been cut too close together, the land between the grooves may be very thin or even nonexistent. This will call an immediate halt to the proceedings as any subsequent pressings will jump or stick at this point when played back. Distortion or excessive background noise will also be subjected to scrutiny, as well as any clicks caused by tiny pieces of metal. These can usually be removed by a deft hand and a sharp knife though.
Stampers
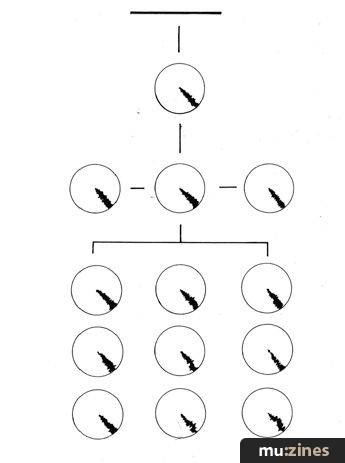
Figure 2. Creating large sets of metalwork enables a large quantity of records to be made from one set of lacquers. In the above example, nearly 14,000 record sides can be made from a single lacquer.
Once the mother gets the final OK, it is dipped in the release agent and once again returned to the plating tank. The last metal stage is to make a further copy, known as a stamper. Several copies can be made from the mother (typically 6-9) and it is these final stampers that will be used to make the records. Double the work is needed for any one record, as each side is treated as a separate item. It therefore follows that even though the original tape was the result of one particular session, one side of your record could sound just a little bit different from the other. You pays your money and you takes your choice! At the end of the day, if you are a reputable company your problems will be minimised.
How many stampers you'll need will depend on the final pressing run and the ultimate quality you want. On a good day with a fair wind, you could get over 1000 records from one stamper. If people are fighting hand over fist for your latest release and you're not worried about returns (you're beginning to sound like a real record company!), then you could squeeze even more pressings from one set of stampers. However, one of the main reasons for releasing your own record, is probably to show the rest of the world how good you are. It doesn't make sense therefore to have the sound of Niagara Falls accompanying every track. It makes even less sense if all the top is missing or the sound is distorted.
With all your gleaming metalwork finished, the mother will be filed away (just in case anything happens to the stamper or you start selling records like crazy). All the records will be trimmed down to roughly the size of the final record, a large hole will be punched in the centre and the profile will be formed. The plating shop will need to know the name of your pressing plant as different shapes are needed for different presses. Once again, if you use the same people for cutting, plating and pressing, all this will be taken care of automatically.
One final note. Make sure you own the copyright on all the material you have recorded. The record manufacturing industry keep a very watchful eye on bootleggers and they'll get really tough if they find you trying to pull a fast one - innocently or not. It's not just your neck - it's theirs as well, so tread warily.
Next month, we'll take a look at the pressing process and what to do with all those records you've got piled up in the hall.
Series - "Making Records"

More from these topics
 From Studio To Street - The Story Of DAT |
 Cutting It |
 Hands On: Casio DA7 DAT Recorder |
 EZ CD UC |
 Is Analogue Multitrack Recording Dead? |
 Tape Line-Up (Part 1) |
 Care & Repair - Tape Machine Line-Up |
 Cut and Splice - Editing |
 Mastering at Home |
 DIY Music - All You Need To Know About Making Your Own Records |
 Tape Machines Line Up Here |
 Choosing A Cassette Tape - Tape Talk |
Browse by Topic:
Mastering
Tape, Vinyl, CD, DAT
Publisher: Home & Studio Recording - Music Maker Publications (UK), Future Publishing.
The current copyright owner/s of this content may differ from the originally published copyright notice.
More details on copyright ownership...

Home & Studio Recording - Feb 1985
Donated & scanned by: Mike Gorman
Feature by Carl Anthony
Previous article in this issue:
Next article in this issue:
Help Support The Things You Love
mu:zines is the result of thousands of hours of effort, and will require many thousands more going forward to reach our goals of getting all this content online.
If you value this resource, you can support this project - it really helps!
Donations for June 2026
Issues donated this month: 0
New issues that have been donated or scanned for us this month.
Funds donated this month: £0.00
All donations and support are gratefully appreciated - thank you.
Magazines Needed - Can You Help?
Do you have any of these magazine issues?
If so, and you can donate, lend or scan them to help complete our archive, please get in touch via the Contribute page - thanks!